摘要:華中農業大學工學院夏進啟團隊在《 農業工程學報 》發表論文《 表面涂層厚度對旋耕刀功耗的影響及優化 》。該研究針對涂層提升旋耕刀耐磨性但增加作業功耗的行業痛點,通過離散元仿真
華中農業大學工學院夏進啟團隊在《農業工程學報》發表論文《表面涂層厚度對旋耕刀功耗的影響及優化》。該研究針對涂層提升旋耕刀耐磨性但增加作業功耗的行業痛點,通過離散元仿真與田間試驗結合的方式,探明了不同厚度涂層對旋耕刀功耗的影響規律,確定1.25 mm為最優涂層厚度,既保證耐磨性能又控制功耗增長,為農機涂層強化工藝提供了科學依據。
旋耕刀是農業旋耕作業的核心部件,長期受土壤砂石磨損影響使用壽命,表面涂層強化是主流耐磨解決方案,但涂層厚度與作業功耗的平衡一直缺乏系統研究。夏進啟團隊聯合多家科研機構,開展了針對性技術攻關。
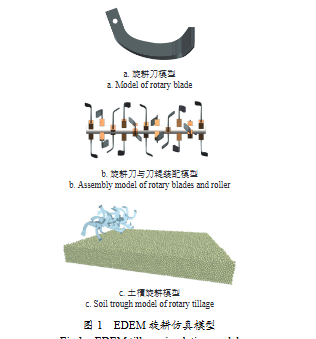
研究團隊首先通過SOLIDWORKS和EDEM軟件建立旋耕仿真模型,標定土壤顆粒接觸參數,明確旋耕刀易磨損位置為正切刃及折彎部分。隨后采用等離子堆焊技術制備1、1.5、2 mm三種厚度的鐵基耐磨涂層,該涂層硬度較傳統65Mn旋耕刀提高2.5倍,摩擦系數降低42.1%,耐磨性能優異。
田間試驗結果顯示,隨著涂層厚度從0增至2 mm,旋耕刀平均功耗依次增加12.4%、17.3%、26.8%,與仿真結果趨勢一致,誤差范圍僅0.17%~6.77%,驗證了仿真模型的準確性。機理分析表明,涂層導致功耗增長的核心原因包括刀刃增厚增大土壤接觸面積、旋耕刀質量增加提升慣性阻力、涂層凸起改變土壤運動軌跡等,其中垂直阻力受涂層厚度影響最大,2 mm涂層的垂直阻力較無涂層刀增加23.33%。
結合成本分析、耐磨性測試與功耗數據,團隊建立綜合評價體系,最終確定1.25 mm為最優涂層厚度。該厚度下,旋耕刀有效耕作面積較無涂層刀提高49%,而功耗僅增加12.3%,實現了耐磨性能、作業效率與使用成本的最佳平衡。
該成果破解了農機涂層厚度選擇的盲目性問題,為旋耕刀及同類觸土部件的涂層強化工藝提供了量化標準,對提升農業機械作業效率、降低能耗具有重要實踐價值。
聲明:
①文獻來自知網、維普、萬方等檢索數據庫,說明本文獻已經發表見刊,恭喜作者.
②如果您是作者且不想本平臺展示文獻信息,可聯系學術顧問予以刪除.