摘要:本文主要分析煉油廠餾份油加氫裂化裝置新氫壓縮機(jī)C-1002的故障原因。由于十字頭滑履瓦面與十字頭水平中心以及活塞桿的中心偏離,造成十
論文導(dǎo)讀::本文主要分析煉油廠餾份油加氫裂化裝置新氫壓縮機(jī)C-1002的故障原因。由于十字頭滑履瓦面與十字頭水平中心以及活塞桿的中心偏離,造成十字頭運(yùn)行時與滑道間產(chǎn)生磨損,針對這一問題,提出切實(shí)可行的處理方案并實(shí)施,保證了該機(jī)組的正常運(yùn)轉(zhuǎn)。
論文關(guān)鍵詞:往復(fù)式壓縮機(jī),十字頭,磨損,處理
1、前言
餾分油加氫裂化裝置是獨(dú)山子石化廠重要的裝置之一,它生產(chǎn)的過程是把重質(zhì)油經(jīng)過加氫裂化反應(yīng),生產(chǎn)出汽油、柴油、輕質(zhì)油品、潤滑油、航空煤油等產(chǎn)品,同時也為下游裝置提供生產(chǎn)原料。加氫裂化4M50型新氫往復(fù)式壓縮機(jī)是裝置中重要的設(shè)備之一,主要為深加工生產(chǎn)提供反應(yīng)氫氣。
2、十字頭故障描述
機(jī)組氮?dú)?Ni)100%負(fù)荷試車開始后,數(shù)次檢查,顯示壓縮機(jī)進(jìn)、出口壓力和溫度、流量,電機(jī)電流、定子溫度、壓縮機(jī)主軸承溫度、填料溫度,潤滑油油溫和油壓,冷卻水的水壓和水溫,噪聲和振動等數(shù)據(jù)正常。但在試車12小時后,第二列十字頭滑道里有濃重的煙氣產(chǎn)生,用紅外測溫儀檢測局部溫度達(dá)130℃左右,遠(yuǎn)高于48℃允許運(yùn)行溫度。在確認(rèn)其他各列十字頭運(yùn)行正常后往復(fù)式壓縮機(jī),決定緊急停機(jī),安排拆卸第二列十字頭。
十字頭拆卸后,檢查發(fā)現(xiàn)十字頭下瓦面的巴氏合金表面有磨損痕跡,傷點(diǎn)集中在一側(cè),連桿小頭瓦瓦面與十字頭銷釘孔端面狀況良好,無傷痕,活塞桿拆出檢查,亦無明顯傷痕。
3、故障檢查分析
出現(xiàn)故障的原因在十字頭部位,可能由下列因素造成:
(1)、十字頭巴氏合金表面與滑道接觸不良,造成十字頭局部受力,摩擦嚴(yán)重而受損。
(2)、有雜物或水介質(zhì)進(jìn)入潤滑油,造成潤滑不良。
(3)、十字頭與滑道間隙超標(biāo),造成振動過大,十字頭磨損。
(4)、活塞桿與十字頭聯(lián)接處存在應(yīng)力,十字頭運(yùn)行時造成接觸面不良。
3.1檢查瓦面與滑道接觸面
瓦面有輕微劃痕,打磨處理了劃痕部位,使其與滑道配合,用著色法檢查其接觸面符合70%的安裝要求,排除瓦面與滑道接觸不良的因素。
3.2檢查潤滑油
檢查過濾網(wǎng),發(fā)現(xiàn)油質(zhì)干凈,無雜質(zhì),觀察十字頭瓦面,沒有顆粒鑲嵌的現(xiàn)象;對可能進(jìn)水的油路換熱器重新試壓,未發(fā)現(xiàn)有泄漏現(xiàn)象,排除潤滑油的影響因素。
3.3檢查十字頭與滑道間隙
十字頭與滑道的允許間隙值為:D×0.5/1000士0.130.15(D為十字頭體加工面直徑)。本機(jī)故障十字頭體加工面的直徑為540mm,故其與滑道的允許間隙值為0.14 ~ 0.420核心期刊目錄。
把十字頭裝入滑道實(shí)測其與滑道的間隙值,測量滑道九個點(diǎn),分布見圖1

圖1:十字頭與滑道間隙測點(diǎn)分布圖
九個點(diǎn)的實(shí)側(cè)聞隙值見表1。從表中看出,實(shí)測值均符合允許聞隙值要求往復(fù)式壓縮機(jī),排除十字頭與滑道間隙值超標(biāo)的因素。
表1:十字頭與滑道間隙值 單位:mm
測點(diǎn)序號允許間隙值實(shí)測間隙值
A0.14-0.420.253
B0.252
C0.250
D0.250
E0.251
F0.254
G0.253
H0.250
I0.251
3.4檢查十字頭與活塞桿的連接
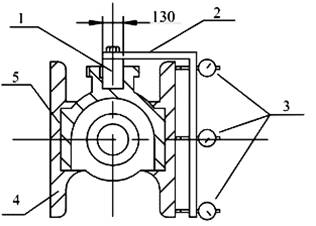
觀察十字頭體與活塞桿,見圖2。在兩者連接處,有一φ130的圓柱形凹洞,上部開有鍵槽,其作用:(1)活塞桿伸入,利用圓形墊鐵調(diào)整活塞兩端間隙;(2)鍵槽配合鍵使活塞和活塞桿不發(fā)生圓周運(yùn)動。顯然,φ130圓柱形凹洞與十字頭的水平中心及活塞桿的中心重合,可以用此圓柱形凹洞作為檢查十字頭與滑道接觸面巴氏合金面的中心體。

1、調(diào)整墊片;2、滑履;3、滑道;4、連接器;5、活塞桿
圖2 十字頭與活塞桿連接簡圖
如圖3所示,委托制造廠加工一直徑為φ130的圓柱體做“假軸”,與圓柱形凹洞配合,加工一個找正支架作為百分表的表?xiàng)U。十字頭豎放,裝好假軸和表?xiàng)U,表?xiàng)U上安裝3塊百分表分別打在十字頭瓦3個部位,每塊表均勻測量巴氏合金瓦的3個點(diǎn),通過調(diào)整滑履與十字頭間的調(diào)整墊鐵,可以保證十字頭銷釘中心(即十字頭的水平中心)到兩個合金瓦面的距離相等。每個瓦面按圖1形式選9個點(diǎn)。轉(zhuǎn)動假軸,測量十字頭瓦面跳動值,發(fā)現(xiàn)A, D, G三點(diǎn)跳動值比其余六點(diǎn)大0.13~0.16 mm,A, D, G三點(diǎn)位置基本上就是十字頭摩擦受損的位置,且受損面一十字頭下接觸面跳動值與上接觸面誤差在0.15 mm左右,由此判斷,事故原因是十字頭滑履瓦面與十字頭水平中心以及活塞桿的中心偏離,造成十字頭運(yùn)行時與滑道間產(chǎn)生應(yīng)力磨擦而生熱。
1、假軸;2、找正支架;3、百分表;4、滑履;5、調(diào)整墊片
圖3 自制十字頭檢測工具簡圖
4、故障處理
綜上所述,造成十字頭故障的原因是滑履瓦面與十字頭及活塞桿的中心偏差,因十字頭與滑道上間隙合格,所測誤差不大,且經(jīng)檢查確認(rèn)十字頭的受傷瓦面沒有裂紋、剝離、起鼓現(xiàn)象,判斷此瓦面及滑道經(jīng)細(xì)致的研磨刮削處理后可繼續(xù)使用。利用圖3所示假軸,處理下滑道面A、D、G點(diǎn)往復(fù)式壓縮機(jī),以及滑履瓦面B, E, H, C, F, I等處,用著色法檢查保證滑履瓦面與滑道接觸面積70%以上,按圖3所示方法檢查,九點(diǎn)偏差調(diào)整至0.05..之內(nèi)。因刮削量較大,十字頭裝入滑道后,測量其與滑道的上間隙達(dá)到了0.50 mm,超過允許間隙0.14~ 0.42 mm的范圍,在十字頭的上、下滑履調(diào)整墊鐵兩處各增加0.10 mm厚的墊鐵,使滑履瓦面與滑道上間隙在0.30 mm左右,十字頭處理、安裝合格。
5、結(jié)論
通過處理,再次試車,故障消失,滑道溫度穩(wěn)定在48℃左右,震動值也比上次試車減小,機(jī)組順利通過了72 h氮?dú)?N2)100%負(fù)荷試車。證明本處理方法正確、有效,保證了十字頭瓦面與滑道以及活塞桿中心線的同軸度、平行度,保證了十字頭運(yùn)行時無應(yīng)力影響,確保了機(jī)組正常運(yùn)行。本方法也可應(yīng)用于機(jī)組檢修時類似的故障處理。
參考文獻(xiàn)
[1]沈陽氣體壓縮機(jī)股份有限公司.4M型新氫壓縮機(jī)使用說明書
[1]朱有庭,曲文海.化工設(shè)備設(shè)計手冊.北京:化工工業(yè)出版社,2004