摘要:遵義精星航天電器有限責任公司質量管理部梁啟超團隊在《 鍛壓技術 》期刊發表題為《 異型薄壁法蘭隨形成形技術 》的論文。該研究針對航空、航天、石油、化工等領域對異型薄壁法蘭結構
遵義精星航天電器有限責任公司質量管理部梁啟超團隊在《鍛壓技術》期刊發表題為《異型薄壁法蘭隨形成形技術》的論文。該研究針對航空、航天、石油、化工等領域對異型薄壁法蘭“結構復雜、精度要求高、批量生產難”的痛點,提出了基于金屬材料連鍛連軋工藝的隨形成形方法,通過工藝革新與模具優化,最終實現產品鍛件合格率98.82%,為異型薄壁法蘭的精確成形與高效生產提供了成熟的技術解決方案。
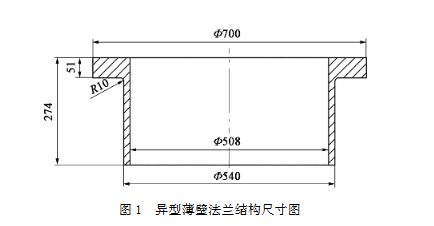
傳統異型薄壁法蘭多采用自由鍛胎模鍛成形,存在材料利用率低、工藝周期長、難以批量生產等局限。為此,研究團隊構建了“連鑄坯精確下料—胎模鍛預成形—環軋機精密成形”的全新工藝路線。具體而言,將原有的連鑄坯熱鍛下料改為外購方矩坯精確鋸切下料,避免了熱分段帶來的尺寸偏差與火耗損失;坯料加熱后,先在800t液壓機上利用專用出坯模具完成預成形,再轉入環軋機,借助優化設計的軋輥型腔模具實現高精度成形。該方法融合了鍛造的致密化效果與軋制的尺寸精度優勢,顯著提升了生產效率與材料利用率。
為確保工藝落地,團隊開展了系統的設計與優化工作。他們依據逆向思維,優先確定了最終軋件尺寸,進而反推設計了環軋機軋輥、芯軸、滾輪以及胎模鍛出坯模具的結構參數。針對40CrV鋼材料特性,合理設定加熱溫度、始鍛與終軋溫度區間,并制定了詳細的變形工藝規程,涵蓋從原材料檢驗、下料、加熱、胎模鍛出坯、環軋成形到性能熱處理、精加工及無損檢測的完整流程。
在試制驗證階段,團隊經歷了從發現問題到迭代優化的完整閉環。首次試制200件產品合格率為74.50%,主要存在法蘭盤高度不足、頸部折疊裂紋及外徑超差等問題。經深入分析,癥結在于坯料質量分配不均及軋輥模具型腔斜度偏小。團隊隨即實施針對性改進:通過調整胎模高度與斜度優化金屬流動,將軋輥型腔斜度由2°增至3.5°,并加深型腔深度。二次試制雖將合格率提升至90.30%,但精加工后仍出現頸部缺陷。團隊并未止步,進一步將模具頸部圓角由R30mm優化為R35mm,顯著改善了金屬向下流動的充型效果。經過多輪工藝再優化,最終在4000件規模的試制中,產品合格率攀升至98.82%,僅存極少量因操作熟練度導致的缺陷。
研究表明,隨形成形技術不僅實現了異型薄壁法蘭的高效、高質量、低能耗生產,還具備較強的工藝適應性與自動化潛力。該技術的成功應用,標志著我國在復雜異型鍛件精密成形領域取得了重要突破,未來通過引入智能化監控與自動下料設備,有望進一步邁向“零缺陷”制造,為高端裝備制造業提供有力支撐。
聲明:
①文獻來自知網、維普、萬方等檢索數據庫,說明本文獻已經發表見刊,恭喜作者.
②如果您是作者且不想本平臺展示文獻信息,可聯系學術顧問予以刪除.